

本篇目录:
铝焊的窍门是什么?
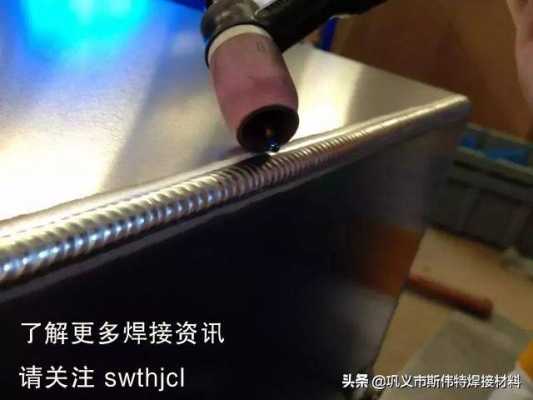
铝焊接方法:钨极氩弧焊 钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。电阻点焊、缝焊 这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。
低温钎焊的方法和使用技巧 需要处理表面氧化膜,处理得越干净越好,选择熔点偏低的钎料焊接比如温度比较低的WEWELDING53低温铝焊条或者303的低温铝焊条焊接。
铝焊极易产生的缺陷就是气孔,气孔易出现在焊缝的上部。由于铝材的导热性能好,首先凝固的是熔池底部,气孔由熔池底部上升,气孔在上升的过程中,来不及溢出,即被熔池里已凝固的金属封住,这就是气孔产生的原因。
铝焊要注意以下几点 表面处理,油,灰,污渍处理,你处理越好,效果越好。气体纯度一定要高,这个影响到焊接质量。焊接材料选择要对,不同的铝合金的母材及焊后表面处理的要求选用的焊丝是不一样的。
变速箱铝焊牢固吗
1、会脱落。变速箱内部的工作环境非常恶劣,存在高温、高压和高速的摩擦,使用铝焊修补可能无法提供足够的强度和耐久性,导致焊接部位在工作过程中脱落。
2、同楼上他们说的,看磕掉的那块是不是再重要的地方,不重要的话,焊上也没事。不过,建议你找个大点的修理厂,给你找个旧的变速箱,把壳子换上去,也花不了几个钱。

3、可以,用铝焊就可以修补,机加工的地方都能做,洗发动机,镗缸磨轴的地方都有这设备。
4、可以焊接,但焊前准备工作太麻烦,要把变速箱拆下来,然后拆掉焊囗边的零件,再作除油处理清掉焊口边的油柒直置看到本色,我建议如果不是重要和受力位置,采用双管胶胋接。这样会省去你很多麻烦。
铝焊怎么焊
脉冲氩弧焊 焊件变形小、热影响区小,特别适用于薄板。低温火焰焊接 焊接工具可以选用第三代衍生版的液化气喷枪,然后配合低温的铝焊丝焊接,常用的有威欧丁303低温铝焊条,一般是在179温度中焊接。
硬钎焊铝焊接:以常规的铝硅ER4047的焊丝配合铝焊粉使用的焊接方式。铝熔焊常规就是铝氩弧焊,铝电焊,铝双脉冲气体保护焊接。

电阻点焊、缝焊 这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。但是在焊接时用的设备比较复杂,焊接电流大、生产率较高,特别适用于大批量生产的零、部件。
铝怎么焊接从如下三点:主流的铝氩弧焊机焊接,用高纯氩气保护焊接。如果没有铝氩弧焊机或者没有这个氩弧焊操作,就用铝电焊机焊接,用普通的直流电焊机焊接,焊条选用WEWELDING555的铝电焊条焊接,直流反接。
铝焊常规的有如下几种焊接方式 一,铝氩弧焊接,用铝焊机焊接,用氩气做气体保护焊接,通过点添丝的方式焊接,高纯气体纯度9999%,比较适合精度要求高一些的,活比较细的一些的要求下使用。
低温铝焊讲解要怎么焊
1、-620摄氏度区间的ER4047的低温铝焊条的焊接方法焊接工具:HO1-6或者HO1-12的氧气乙炔焊炬或者煤气焊枪配合氧气焊枪。ER4047焊接过程:用中性火焰预热被焊工件母体,呈整体预热,焊接部位为主加热。
2、)母材的表面必须清理干净。即清即焊。2)母材的温度得达到400℃,包括焊接的过程中母材的温度也要保持400℃,并且温度可高不可低。3)忌讳用火焰刻意去烧WE53焊丝,母材温度达到400℃以后,焊丝自然会靠母材热传导熔融。
3、中频感应。火焰加热。炉中加热。低温铝焊条的操纵细节:利用一切热源将母体加热到焊丝的熔点温度,点焊丝辅助焊枪熔化成型。
4、wewelding q303是加热母体400多度,然后用焊丝涂于焊接部位,总焊枪稍燎一下焊丝尖端成型,就是一下成型,如果成型不了,就不要管它继续加热,然后再点焊丝,也是主要靠母体热传导熔化焊丝成型。
铝焊怎么调节
如果是焊接铝合金的调节则是:开启面板控制,交流功能,氩弧焊,2T(常规),脉冲关掉。
你好 焊铝首先要打到交流档,其后就是调节电流旋钮,根据板的厚度来决定调大还是调小,然后要脉冲的话,就调节脉冲的旋钮,其它的旋钮可以不用。
首先把交直流方波氩弧焊机的工作档位调到交流档,只有这个时候交直流方波氩弧焊机才可以焊接铝。电流调节要根据板厚和工件的大小来调节,板比较薄工业也小,电流就要稍微小一点,工件较厚同时较大,电流就要大一些。
烧铝焊有什么技巧
铝材焊接方法 几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。
正确选择焊接方法和焊接参数 采用热能集中的焊接方法可以实现快速焊接,能防止形成方向性强的粗大的柱状晶,因此可以减小热裂纹倾向。
应注意周围环境,尽量不要选择有风的环境。氩弧焊几乎能焊接所有金属,特别是一些难熔金属、易氧化金属,如镁、钛、钼、锆、铝等及其合金。
待涂上去的铝焊粉呈液态,并且明显看到铝母体有泛白的时候,这个时候是母体温度正好够的时候。ER4047在泛白的区域下焊丝,小角度贴住母体来回摩擦,同时辅以火焰加热熔化成型,在氧化比较厉害的时候可以重复涂抹助焊粉。
当用WE53焊丝划母材表面得时候,热源尽量回避一下避免直接用热源去烧焊丝,可以将热源移动到焊接处附近而不能够完全移除热源,这样的好处是避免热散失。
到此,以上就是小编对于铝焊怎么防护的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
")
")
")
")



